
「このキャットフード、本当に安全なのかな?」「どんな場所で、どうやって作られているんだろう……」
毎日、愛猫が夢中で食べているその一粒。私たち飼い主にとって、フードの安全性は何よりも気になるトピックです。ネット上には「無添加」や「ヒューマングレード」といった魅力的な言葉が溢れていますが、その言葉の裏側にある具体的な「製造現場」や「品質管理の仕組み」までを正確に把握している方は、意外と少ないのではないでしょうか。
大切な家族である猫の体を作るのは、他でもない日々の食事です。だからこそ、メーカーがどのような基準で原材料を選び、どのような工程を経て、異物混入や汚染を防いでいるのかを知ることは、愛猫の健康を守るための「最強の武器」になります。信頼できるフードを見極める力があれば、根拠のない噂に惑わされることもなくなります。
本記事では、プロの視点からキャットフードの製造工程と品質管理の仕組みを徹底的に解剖します。世界基準の安全管理であるHACCPやISOの運用実態から、最新鋭のマシン「エクストルーダー」による加工プロセス、さらには異物混入をゼロに近づける多重防護のテクノロジーまで、普段は目にすることのできない「工場の裏側」を網羅しました。
具体的には、以下の内容を詳しくお伝えしていきます。
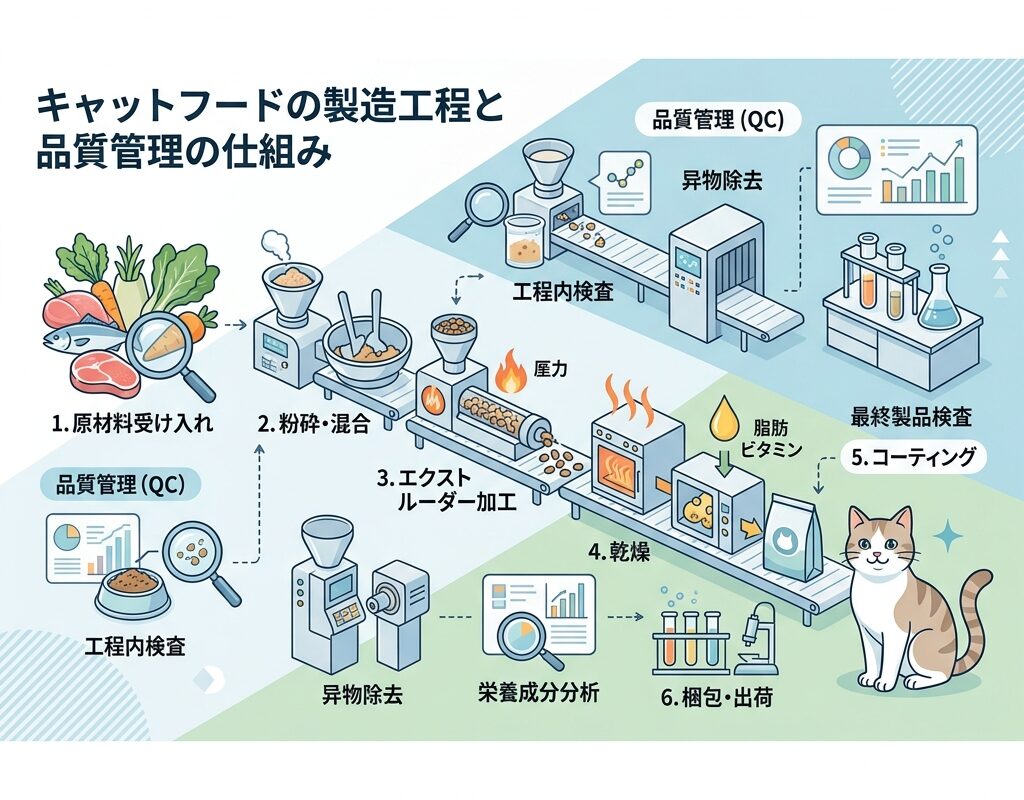
- 原材料の真実:世界各地から集められる食材の選定基準と厳格な水際対策
- 製造のサイエンス:ドライ・ウェットそれぞれの加工工程と栄養を閉じ込める技術
- 品質管理の国際基準:HACCPやGMPがどのように「安心」を形にしているのか
- 汚染防止の最前線:X線検査機や陽圧管理による徹底した異物・細菌対策
- 法的規制と誠実さ:ペットフード安全法と、万が一の際のリコール体制
この記事を読み終える頃には、あなたはパッケージの表面的な言葉だけでなく、メーカーの「誠実さ」を技術的な根拠から判断できるようになっているはずです。愛猫と過ごす健やかな未来のために、今日からフード選びの基準をアップデートしてみませんか?専門知識を噛み砕き、圧倒的なボリュームと共にお届けする「キャットフード製造の教科書」を、ぜひ最後までご覧ください。
キャットフード製造の根幹:原材料の調達と安全性の徹底検証
キャットフードの品質を決定づける最大の要素は、製造技術もさることながら、その「原材料」にあります。どれほど最新鋭の工場で加工を行ったとしても、元の食材の鮮度が低かったり、有害物質が含まれていたりすれば、愛猫の健康を守ることはできません。本セクションでは、最高品質のフードを維持するためにメーカーがどのような基準で食材を選び、入荷時にどのような「水際対策」を講じているのか、その舞台裏を専門的な視点から詳細に解説します。
世界各地から集められる原材料の選定基準とサプライヤー監査の仕組み
高品質なキャットフードに使用される原材料は、肉類、魚介類、穀物、野菜、そしてビタミンやミネラルといった微量栄養素まで多岐にわたります。これらは一国ですべてを賄うことは難しく、北米のチキン、北欧のサーモン、オーストラリアのラム肉といったように、世界各地の最適な産地から調達されるのが一般的です。しかし、広範な調達網には、品質のバラつきというリスクが常に付きまといます。
そこで一流のメーカーが導入しているのが、極めて厳格な「サプライヤー監査」の仕組みです。単に見積価格が安い業者を選ぶのではなく、以下の項目を含む独自の評価基準をクリアしたパートナーのみと契約を結びます。
- 品質管理体制の評価: サプライヤー側の工場がGFSI(世界食品安全イニシアチブ)が承認する国際規格(FSSC 22000など)を保持しているか。
- 現地監査(サイト監査): メーカーの監査員が直接産地や工場へ赴き、衛生状態、従業員の教育レベル、原材料の保管状況を肉眼で確認します。
- 倫理的・持続可能な調達: 近年では、海洋資源を枯渇させないMSC認証の魚や、動物福祉(アニマルウェルフェア)に配慮した飼育環境で育った肉であるかも重要な選定基準となっています。
これらの監査は一度合格すれば終わりではなく、定期的に更新されます。万が一、基準を満たさない事象が発生した場合は、即座に供給が停止されるという厳しい契約形態がとられており、これが調達段階における第一の防護壁となります。
入荷時の水際対策:残留農薬、カビ毒(マイコトキシン)、微生物検査の実際
厳選されたサプライヤーから届いた原材料も、工場に運び込まれてすぐに製造ラインへ投入されるわけではありません。工場のドックに到着した荷物は、まず「検収(サンプリング検査)」という試練を受けることになります。ここでは、科学的な分析機器を用いて、目に見えない汚染を徹底的に洗い出します。
特に注視されるのが、以下の3つの汚染リスクです。
| 検査項目 | リスクの内容 | 具体的な検査方法と基準 |
|---|---|---|
| カビ毒(マイコトキシン) | 穀類に含まれるアフラトキシンなど。加熱しても死滅せず、蓄積すると肝不全等の原因に。 | ELISA法や高速液体クロマトグラフ(HPLC)を用い、ppb(10億分の1)単位の極微量まで検出。 |
| 残留農薬・化学物質 | 栽培工程で使用された殺虫剤や、環境汚染由来の重金属(水銀、鉛など)。 | ガスクロマトグラフ質量分析計(GC-MS)による一斉分析。各国の規制値を下回ることを確認。 |
| 有害微生物 | サルモネラ菌やリステリア菌。食中毒を引き起こし、多頭飼育環境では壊滅的な被害に。 | 培養法やPCR法による迅速検査。1つでも陽性が出れば、そのロット全体が受け入れ拒否となります。 |
これらの検査結果が出るまで、原材料は「保留」状態となり、製造エリアへの進入は物理的に遮断されます。また、物理的な異常(異臭、変色、害虫の付着、温度管理の逸脱)がないかも専門の検査員が厳しくチェックします。こうした「水際対策」の徹底こそが、家庭に届く一粒一粒の安全性を担保しているのです。
「ヒューマングレード」の実態と原材料トレーサビリティの重要性
近年、多くのフードで見かけるようになった「ヒューマングレード」という言葉。直訳すれば「人間が食べられる品質」となりますが、実はペットフード業界において法的に定義された用語ではありません。そのため、単なるマーケティング用語として使われているケースもあります。しかし、真に信頼できるメーカーが謳うヒューマングレードには、明確な根拠が存在します。
それは、「食品と同じ流通ルートを通っているか」と「人間用の食品工場で処理された肉か」という点です。人間用として流通できない「4Dミート(死んだ、病気の、死にかけている、障害のある動物の肉)」を一切排除し、可食部を中心とした高品質な部位を使用している場合にのみ、この言葉は重みを持ちます。
そして、この品質を支える裏付けとなるのが「トレーサビリティ(追跡可能性)」の仕組みです。トレーサビリティが確立されたフードでは、以下のような情報を遡ることが可能です。
- そのフードが「いつ」「どの工場の」「どのライン」で作られたか。
- 使用されたチキンは「どの農場」で育ち、「いつ屠殺」されたものか。
- 配合されたビタミンミックスは「どの国」の「どの化学メーカー」が製造したか。
これがなぜ重要かと言えば、万が一製品に不具合が見つかった際、原因を数分以内に特定し、影響範囲を正確に把握して迅速なリコールを行えるからです。逆に言えば、トレーサビリティが曖昧なフードは、問題が起きた際に対処が遅れ、愛猫を危険にさらす時間が長くなってしまいます。パッケージの耳当たりの良い言葉だけでなく、メーカーがどこまで詳細な原材料情報を公開しているかを確認すること。それが、賢い飼い主としての第一歩となります。
このように、原材料の調達から工場への受け入れに至るまでのプロセスには、想像を絶する手間とコスト、そして最新の科学技術が投入されています。これらすべてのチェックを突破した「エリート食材」だけが、次なる工程である「製造ライン」へと進むことを許されるのです。
最新鋭の製造テクノロジー:ドライフード・ウェットフードの工程解剖
厳選された原材料が工場に受け入れられた後、それらはどのようにして私たちが目にする「フード」の形になるのでしょうか。キャットフードの製造は、単に混ぜて固めるだけの単純な作業ではありません。栄養素の損失を最小限に抑え、消化率を最大化し、かつ保存料に頼らずに長期保存を可能にするために、高度な食品工学が駆使されています。本セクションでは、ドライフードとウェットフード、それぞれの製造工程に隠された驚きのテクノロジーを徹底解剖します。
ドライフードの心臓部「エクストルーダー」による加熱殺菌と消化率の向上
世界のキャットフード市場で主流となっているドライフード(カリカリ)の製造において、最も重要な役割を果たすのが「エクストルーダー」と呼ばれる巨大な加工機械です。粉砕された原材料は、この機械の中で驚異的な変化を遂げます。
エクストルーダーの内部では、原材料に蒸気と圧力が加えられ、瞬時に高温(通常100℃〜150℃)状態になります。この「高温・高圧・短時間」の加熱プロセスには、以下の3つの決定的なメリットがあります。
- アルファ化(糊化)による消化率の向上: 猫は本来、生の穀物を消化するのが苦手ですが、エクストルーダーで加熱されることで炭水化物が「アルファ化」され、非常に消化しやすい状態に変化します。これにより、内臓への負担を減らしつつ効率的にエネルギーを摂取できます。
- 瞬時の加熱殺菌: 高温状態で成形されるため、原材料に万が一残っていた細菌も完全に死滅します。安全性を担保するための物理的な最終防衛ラインといえます。
- キブル(粒)の成形とテクスチャーの構築: 機械の先端にある「ダイ」と呼ばれる型から押し出される際、急激な減圧によって生地が膨らみます。この膨らみ具合を調整することで、猫が噛み砕きやすく、かつ歯垢が落ちやすい絶妙な硬さを生み出しています。
ただし、加熱しすぎるとデリケートなビタミンやアミノ酸が破壊されてしまいます。そのため、最新の工場ではコンピューター制御により、成分ごとに最適な温度と圧力を秒単位で管理しています。
栄養素を閉じ込める乾燥工程と、嗜好性を高める真空コーティング技術
エクストルーダーを出た直後のフードは、まだ水分を多く含み、柔らかい状態です。これを長期保存可能な「ドライ」の状態にするためには、精密な乾燥工程が欠かせません。単に熱風を当てるのではなく、粒の中心部まで均一に水分を飛ばすことで、カビの発生原因となる「水分活性」を極限まで抑えます。この段階で水分量は10%以下にまで調整されます。
そして、乾燥後のフードに施される魔法が「コーティング」工程です。実は、エクストルーダーによる高温加熱では、熱に弱い脂肪分や一部の天然フレーバーを大量に配合することが困難です。そこで、粒の表面に後からこれらの成分を吹き付けます。
一流メーカーが採用しているのが「真空コーティング技術」です。真空状態にしたタンクの中でフードに油脂や栄養素を噴霧することで、粒の表面だけでなく、微細な穴の奥深くまで成分を浸透させます。これにより、以下の効果が得られます。
- 嗜好性の最大化: 猫が好む香りと脂質が粒の内部までしっかり染み込むため、食べ飽きを防げます。
- 酸化防止: 脂肪分が粒の中に閉じ込められるため、酸素に触れる面積が減り、油の酸化(劣化)を遅らせることができます。
- 栄養バランスの保持: 熱に弱いオメガ脂肪酸やビタミン類を、壊すことなく愛猫に届けることが可能になります。
ウェットフードの密封・加圧加熱殺菌(レトルト)工程と保存料不要のメカニズム
一方、パウチや缶詰でお馴染みのウェットフードは、ドライフードとは全く異なるアプローチで製造されます。ウェットフードの最大の特徴は、水分含有量が約75〜85%と非常に高く、新鮮な肉や魚の風味がそのまま保たれている点です。ここで多くの飼い主が抱く疑問が、「なぜ保存料を使わずに、常温で数年も持つのだろうか?」という点でしょう。
その答えは、徹底した「密封」と「加圧加熱殺菌(レトルト加工)」にあります。工程は以下のステップで進みます。
- 充填と脱気: 原材料を缶やパウチに詰めた後、内部の空気を抜いて完全に密封します。酸素を追い出すことで、酸化と好気性細菌の増殖を物理的に防ぎます。
- レトルト釜での殺菌: 密封された容器を巨大な圧力釜に入れ、120℃前後の高温で一定時間加熱します。この「加圧」状態での加熱により、通常の沸騰(100℃)では死滅しない耐熱性の細菌(胞子)まで完全に死滅させます。
- 急速冷却: 加熱後はすぐに冷却され、過度な加熱による栄養破壊や風味の劣化を防ぎます。
このプロセスにより、容器の中は「完全な無菌状態」となります。外部から菌が入らない限り腐ることはないため、合成保存料を一切使わずに長期保存が可能になるのです。ウェットフードはまさに、高度な殺菌技術がもたらした「究極の保存食」といえるでしょう。
このように、ドライフードもウェットフードも、単なる「加工品」の枠を超えた緻密な計算の上に成り立っています。科学の力で安全と美味しさを両立させる。これが、現代のキャットフード製造における「当たり前」のスタンダードなのです。
国際基準に基づく品質管理体制:HACCP・ISO・GMPの役割と運用
キャットフードが「ペット」のための食事であるからといって、その安全管理が人間用の食品より簡略化されているわけではありません。むしろ、言葉で体調不良を訴えられない猫たちが毎日同じ食事を摂り続けることを考慮し、現代の主要なペットフード工場では、人間用の食品製造と同等、あるいはそれ以上に厳格な国際基準が採用されています。ここでは、世界の製造現場で「信頼の証」となっている主要な品質管理システムと、それらがどのように運用されているのかを深掘りします。
危害分析重要管理点(HACCP)による製造工程内の物理・化学的リスク管理
HACCP(ハサップ)は、もともとNASAが宇宙食の安全性を確保するために開発した衛生管理の手法です。従来の品質管理が「完成した製品を抜き取り検査する」という「後追い型」だったのに対し、HACCPは製造工程全体を分析し、事故が起こりやすいポイントを事前に特定して継続的に監視する「予防型」のシステムです。
キャットフードの製造ラインにおいて、HACCPが監視する「重要管理点(CCP)」には、主に以下のようなものがあります。
- 加熱殺菌工程(温度と時間の監視): 前述のエクストルーダーやレトルト釜において、細菌を死滅させるのに十分な温度と時間が維持されているかを秒単位で記録します。わずかな逸脱も許されず、基準に達しない場合はラインが自動停止し、該当ロットは隔離されます。
- 異物除去工程(金属検出・X線検査): 包装直前の段階で、金属片やプラスチック片などの物理的危害が混入していないかをチェックします。
- 水分活性管理: ドライフードの乾燥度合いをモニターし、カビや微生物が増殖できない環境(水分活性値)が守られているかを監視します。
このように、各工程で「何が危険か」を予測し、それを防ぐための「チェックリスト」を科学的に運用することで、食中毒や異物混入のリスクを最小限に抑え込んでいるのです。
ISO 9001・22000取得が意味する「継続的な品質改善」と組織的な信頼性
HACCPが製造現場の「手法」であるのに対し、ISO(国際標準化機構)は企業全体の「仕組み」を評価する規格です。キャットフード業界において特に重要なのが「ISO 9001(品質マネジメント)」と「ISO 22000(食品安全マネジメント)」です。
これらの規格を取得・維持している工場には、以下のような特徴があります。
- PDCAサイクルの徹底: 計画(Plan)、実行(Do)、確認(Check)、改善(Act)のサイクルを回し、発生した軽微なエラーも「なぜ起きたか」を組織全体で分析し、再発防止策を講じます。
- 文書化とトレーサビリティ: あらゆる作業手順や検査結果が文書として記録されます。これにより、「誰が作業しても同じ品質が保たれる」体制が構築され、万が一の問題発生時にも迅速な原因追究が可能になります。
- 外部機関による厳格な審査: 第三者機関による定期的な監査を受ける必要があるため、メーカー独自の「甘い基準」が通用しません。
「ISO取得工場」というラベルは、単なる飾りではなく、そのメーカーが世界標準の厳しさで自らを律し続けているという、組織としての誠実さの証明なのです。
適正製造規範(GMP)に基づく工場の衛生設計とスタッフの教育訓練
どれほど優れた管理システムがあっても、それを運用する「環境」と「人」が伴わなければ意味がありません。そこで重要になるのが、GMP(Good Manufacturing Practice:適正製造規範)です。これは「良い製品を作るための、製造所のあるべき姿」を定めたガイドラインです。
具体的には、工場の構造からスタッフの行動指針まで、以下のような細かなルールが含まれます。
- 工場のゾーニング(区分け): 「原材料置き場」「加工エリア」「包装エリア」を物理的に壁や気圧差で区切り、汚染された空気が製品エリアに流れ込まないようにします。
- スタッフの衛生管理: 専用の作業着、ヘアネット、粘着ローラーによる塵の除去、そして厳格な手洗い手順が義務付けられます。多くの工場では、エアシャワーを通過しなければ製造エリアに入れない設計になっています。
- 継続的な教育訓練: スタッフは食品安全に関する定期的なトレーニングを受けます。「なぜこの作業が必要か」という科学的根拠を全員が理解することで、ヒューマンエラーを防ぎます。
GMPの考え方が浸透している工場では、床に一滴の水も落ちていない、あるいは埃一つないといった、医療機関と同等の清潔さが保たれています。こうした「環境の質」が、愛猫が毎日口にするフードの、究極の安心感を支えているのです。
このように、HACCP・ISO・GMPという3つの柱が組み合わさることで、キャットフードの品質管理は「点」ではなく「面」の守りとなります。私たちはパッケージを手に取るとき、その裏側に積み上げられたこれら国際的な安全の鎖を、もっと信頼しても良いのかもしれません。
異物混入と汚染を防ぐ「多重防護」の仕組み:物理的検査と環境管理
キャットフードの製造現場において、最も視覚的かつ直接的な恐怖は「異物の混入」です。金属片、プラスチック、石、あるいは害虫といった異物は、愛猫の口腔内や消化管を傷つけるだけでなく、メーカーに対する信頼を根底から揺るがします。これを防ぐため、最新鋭の工場では単一の検査に頼るのではなく、複数の技術と厳格な環境管理を組み合わせた「多重防護(マルチレイヤー・ディフェンス)」の仕組みを構築しています。ここでは、異物混入をゼロに近づけるための物理的検査と、汚染を寄せ付けない工場設計の全貌を解説します。
金属検出機、X線検査機、高性能光学センサーによる異物除去プロセスの多層化
原材料の段階から製品の包装に至るまで、フードは幾度となく「異物の門番」を通過します。現代の工場では、性質の異なる3つの高度な検査機器をインライン(製造ライン上)に配置することで、見落としを物理的に防いでいます。
- 金属検出機(磁気センサー): 製造機器の摩耗によって万が一混入したステンレス片や鉄片を検知します。アルミパウチを使用しない製品では、最終包装後でも検査が可能であり、非常に高い感度を誇ります。
- X線検査機(透過画像分析): 金属検出機では捉えられない「非金属」の異物を見つける主役です。石、硬質プラスチック、骨の塊、さらには高密度のゴムなどを、製品内部まで透過してスキャンします。画像解析AIが瞬時に形状を判断し、異物と判定された個体は自動噴射装置(リジェクター)によってライン外へ弾き飛ばされます。
- 高性能光学センサー(色彩選別機): 原材料の段階で、色や形状の異常を高速カメラで捉えます。例えば、ドライフードの粒に混じった変色した原材料や、わずかに形状が異なる異物を、毎分万単位の精度で識別・排除します。
これらの機器は、単に「置かれている」だけではありません。毎日、稼働前と稼働後に「テストピース(あえて異物を入れたサンプル)」を流し、正常に作動するかを確認する「バリデーション(妥当性確認)」が義務付けられています。この二重三重の網があるからこそ、私たちは安心して袋を開けることができるのです。
工場内の気圧制御と陽圧化による空気感染・害虫侵入の完全シャットアウト
異物は、目に見える固形物だけではありません。空気中のカビ胞子や、外から侵入を試みる害虫も、重大な汚染源となります。これらを防ぐために導入されているのが、高度な「空気工学」に基づいた環境管理です。その中核となるのが工場の「陽圧化」です。
陽圧化とは、工場の外よりも内部の気圧をわずかに高く保つシステムを指します。これにより、ドアが開いた際に空気が「内から外へ」と常に押し出される状態になり、外気に含まれる埃や虫が自力で侵入することを物理的に不可能にします。
- HEPAフィルターによるろ過: 工場内に送り込まれる空気は、手術室でも使われる高性能なHEPAフィルターを通過し、微生物や微細な塵が除去された「クリーンエア」となります。
- 防虫ゾーニングとライトトラップ: 工場の外壁付近には虫が嫌う特殊な波長の照明を配置し、内部への接近を阻みます。万が一、前室(エアシャワー室)に虫が迷い込んだとしても、粘着式ライトトラップで即座に捕獲・カウントされ、その種類や数が「環境モニタリング」として記録されます。
- 温度・湿度の一元管理: 害虫やカビが繁殖しやすい「高温多湿」を避けるため、工場内は常に一定の温湿度に制御されています。これは製品の品質安定だけでなく、汚染の発生源を根絶するための戦略的な措置です。
サンプリング検査とインラインモニタリングによる「バッチごと」の均一性確認
多重の防護壁を通過した後も、最後の関門が待ち受けています。それが、製品の均一性を保証するための「サンプリング検査」と「インラインモニタリング」の併用です。キャットフードは一度に数トン単位(これを1バッチと呼びます)で製造されますが、最初の一粒から最後の一粒まで、全く同じ品質でなければなりません。
| 管理手法 | 目的 | 具体的な内容 |
|---|---|---|
| インラインモニタリング | リアルタイムな異常検知 | ライン上に設置されたセンサーが、粒の水分量、密度、形状を全数自動計測。基準を外れると即座に警告が鳴ります。 |
| 定時サンプリング検査 | 科学的・官能的裏付け | 30分〜1時間ごとに製品を抜き取り、ラボにてpH値、過酸化物価(酸化の指標)、外観の色彩検査を実施します。 |
| リファレンス・サンプルの保管 | 事後調査への備え | 製造されたすべてのロットのサンプルを、賞味期限が切れるまで工場で保管。万が一の問い合わせ時に、当時の品質を再検証できます。 |
こうした「全数監視」と「抽出検査」のハイブリッド運用により、製造工程における偶発的なミスや、原材料のわずかな変動による品質のブレを徹底的に排除しています。工場での「多重防護」は、最新のテクノロジーと、それを運用する人間の執拗なまでの管理体制によって支えられているのです。愛猫の皿に盛られるその一粒には、これほどまでに堅牢な「安全のフィルター」がかけられています。
栄養設計の科学:AAFCO基準の充足と成分分析の精度向上
キャットフードのパッケージに記載されている「タンパク質 30.0%以上」といった保証成分値。これが単なる「目標値」ではなく、実際にその一粒に正確に含まれていることを証明するには、極めて高度な科学分析と厳格な栄養設計が必要です。特に「総合栄養食」として販売されるフードは、AAFCO(米国ペットフード管理官協会)が定める厳格な栄養基準をクリアしなければなりません。本セクションでは、最新の分析テクノロジーと、製造後に行われる品質保証のプロセスを詳細に解説します。
近赤外線分析(NIR)を用いたリアルタイムなタンパク質・脂質・水分量の測定
かつて、フードの成分分析は専門の検査室で数日かけて行うのが一般的でした。しかし、最新鋭の工場では「近赤外線分析(NIR: Near-Infrared Spectroscopy)」という技術を導入し、製造ライン上でリアルタイムに成分を測定しています。これにより、ロットごとの栄養のバラつきを瞬時に補正することが可能になりました。
NIR分析には、従来の化学分析(湿式分析)と比較して以下のような圧倒的なメリットがあります。
- スピードと非破壊性: わずか数秒で、タンパク質、脂質、水分、灰分などの主要成分を測定できます。製品を破壊することなく、コンベア上を流れるフードに光を当てるだけで分析が完了します。
- 全数管理に近い高頻度: 1バッチ(製造単位)の最初から最後まで継続的にモニタリングするため、製造中の予期せぬ成分変化を即座に検知できます。
- 環境負荷の低減: 有機溶剤などの化学試薬を一切使用しないため、環境に優しく、かつ試薬による汚染リスクもありません。
もしNIRの測定値が設定範囲からわずかでも外れそうになれば、上流の原材料配合システムへフィードバックが送られ、自動的に調整が入ります。この「リアルタイム・フィードバック・ループ」こそが、いつ買っても同じ栄養価を保つためのサイエンスの真髄です。
AAFCO(米国ペットフード管理官協会)基準をクリアするための微量栄養素配合技術
猫が必要とする栄養素は、タンパク質や脂質だけではありません。タウリン、ビタミン類、微量ミネラルなど、40種類以上の栄養素が「適切な比率」で含まれている必要があります。これらを網羅したAAFCO基準をクリアするために、メーカーは「プリミックス」と呼ばれる特殊な栄養パックを使用します。
しかし、単に混ぜれば良いというわけではありません。配合には高度な技術と注意点が求められます。
- 熱による栄養破壊の計算: 前述のエクストルーダーによる加熱で、ビタミン類(特にビタミンB1など)の一部は失われます。一流メーカーは、加工後の残存率を科学的に算出し、あえて「減る分を上乗せして(オーバーエイジ)」配合する精密な設計を行っています。
- タウリンの充足: 猫にとって必須アミノ酸であるタウリンが不足すると、拡張型心筋症や失明のリスクが生じます。原材料である肉の鮮度や加工条件によってタウリンの利用効率が変わるため、最終製品での含有量を極めて厳しくチェックします。
- ミネラルバランスの至適化: マグネシウムやリン、カルシウムの過剰あるいは不足は、尿石症(FLUTD)の原因となります。0.01%単位での緻密なミネラル調整が、猫の寿命を左右するといっても過言ではありません。
こうした微量栄養素の配合は、専用のクリーンルームで管理された精密計量器によって行われ、一粒一粒に均等に行き渡るよう、撹拌(ミキシング)工程のサイクルタイムまで厳格に規定されています。
出荷判定の最終関門:官能検査(色・形・香り)と保存試験による品質保証
化学的な数値が基準を満たしていても、それだけで出荷が許可されるわけではありません。最後に行われるのは、人間の五感と時間の経過を用いた「品質の最終確認」です。
1. 官能検査(感覚によるチェック)
熟練の検査員が、実際に製品の色、形、香りを評価します。これは、機械では判別しにくい「嗜好性の変化」を察知するためです。
- 色の均一性: 異常な焦げや、逆に加熱不足による色の薄さがないか。
- 香りのプロファイル: 猫を惹きつける独特の香りが正しく出ているか。酸化した油のような嫌な臭い(酸敗臭)がないか。
- 粒の形状と硬度: パッケージの「噛み応え」を再現できているか、専用の硬度計と目視で確認します。
2. 加速保存試験と安定性検証
製品が賞味期限の最後まで、パッケージに記載された栄養価と風味を維持できるかを検証します。高温多湿の環境を人工的に作り出す「加速試験(虐待試験)」を行い、油脂の酸化指標(PV: 過酸化物価など)がどのように推移するかを分析します。
| 検証項目 | 目的 | 評価のポイント |
|---|---|---|
| 油脂の酸化安定性 | 酸化による嗜好性低下・毒性防止 | 天然酸化防止剤(トコフェロール等)が期限内まで機能しているか。 |
| ビタミン残存試験 | 栄養の有効性保証 | 最も壊れやすいビタミンが、期限間近の製品でもAAFCO基準を満たしているか。 |
| パッケージの密封性 | 物理的劣化の防止 | 酸素透過率や湿気の侵入を抑え、粒のカリカリ感が失われていないか。 |
これらの試験をクリアし、すべてのデータが「合格」と判定されて初めて、製品には「製造ロット番号」が刻印され、全国のショップやあなたの自宅へと出荷されるのです。栄養設計の科学とは、猫の「今」の満足だけでなく、「一生」にわたる健康を数値を介して保証する、メーカーの責任の集大成なのです。
日本の法的規制と消費者の安心:ペットフード安全法とリコール対応
キャットフードは、かつては「雑貨」として扱われ、法的な規制が極めて緩い時代がありました。しかし、2007年に米国で発生した大規模なメラミン汚染事件をきっかけに、日本でも愛がん動物の健康を守るための強力な法整備が進められました。現在、日本国内で流通するフードは、厳格な法律とメーカーの誠実な対応体制によって守られています。本セクションでは、安全の法的根拠である「ペットフード安全法」の詳細と、万が一の事態における企業の危機管理プロセスについて網羅的に解説します。
「ペットフード安全法」が定める製造・輸入・販売の基準と帳簿保存の義務
2009年に全面施行された「愛がん動物用飼料の安全性の確保等に関する法律(ペットフード安全法)」は、農林水産省と環境省の共管により、製造から販売までの全プロセスを厳しく規制しています。この法律の存在こそが、日本で販売されるフードの最低限かつ絶対的な安全のラインとなっています。
法律が定める主要な規制内容は以下の通りです。
- 成分規格と製造基準の遵守: 厚生労働省の食品基準に準じ、特定の有害物質(BHA、BHT、エトキシキンなどの酸化防止剤、残留農薬、カビ毒など)に厳しい上限値が設定されています。これらの基準を1マイクログラムでも超える製品の製造・輸入・販売は直ちに禁止されます。
- 表示義務の徹底: パッケージには「名称」「賞味期限」「原材料名」「原産国名」「製造業者等」の5項目の記載が義務付けられています。消費者が正しい情報に基づいて選択できる環境を法的に担保しています。
- 事業者の届出: ペットフードを製造または輸入するすべての事業者は、農林水産大臣への届出が必須です。これにより、国は国内に流通するすべてのフードの出所を完全に把握しています。
特筆すべきは「帳簿の備付け義務」です。事業者は、原材料の入手先や製品の販売先を記録した帳簿を保存しなければなりません。これにより、後述するリコールが必要になった際、どの原材料が使われた製品が、どこへ何個出荷されたのかを数分〜数時間で特定できる仕組みが整っています。この「義務」があるからこそ、私たちは身元の明らかなフードを手にすることができるのです。
リコール(自主回収)発生時の原因究明プロセスと公表までのタイムライン
どれほど厳格な管理を行っていても、リスクをゼロにすることは不可能です。だからこそ、真に信頼できるメーカーは「不具合が起きた後の対応」を事前に設計しています。万が一、自社検査や外部からの指摘で異常が発覚した場合、以下のような迅速なリコールプロセスが発動されます。
- 異常の検知と初動調査(0〜24時間): 顧客からの通報やロット検査で疑いが生じた瞬間、該当ロットの出荷を即座に停止します。同時に、工場に保管されている「リファレンス・サンプル」を用いて再現試験と成分分析を緊急実施します。
- リスク評価とリコール決定(24〜48時間): 分析結果に基づき、愛猫の健康にどの程度の被害を及ぼす可能性があるかを評価します。たとえ健康被害が報告されていなくても、法的基準値の逸脱や異物混入が確認されれば、経営陣の判断により「自主回収」を決定します。
- 公表と情報拡散(決定後直ちに): 自社サイト、SNS、新聞広告、さらには販売店を通じて速やかに告知を行います。農林水産省への報告も法律に基づき行われ、官民一体となって製品の回収を急ぎます。
- 原因究明と対策の構築: 回収と並行して、「なぜその不具合が起きたのか」を根本から調査します。原材料サプライヤーの問題なのか、製造工程の機器故障なのかを突き止め、改善策を策定・公表するまで、そのラインの再稼働は許されません。
リコールはメーカーにとって大きな損失ですが、これを隠さず迅速に行う企業こそが、長期的には「誠実な企業」として信頼を集めます。リコール情報に敏感になることは、飼い主としての危機管理能力を高めることにもつながります。
消費者の声が反映される「カスタマーケア」と品質改善へのフィードバックループ
品質管理の最終的なセンサーは、実は「飼い主の目」です。メーカーに設置されているカスタマーケア(お客様相談室)は、単なる苦情受付窓口ではなく、品質改善のための貴重な「情報収集センター」として機能しています。
多くの大手メーカーでは、以下のような「フィードバックループ」が確立されています。
| プロセス | 内容 | 期待される効果 |
|---|---|---|
| 情報の集約 | 電話やメールで届く「粒の形がいつもと違う」「食いつきが悪くなった」といった些細な声をすべてデータベース化。 | 統計的な異常の早期発見。サイレント・リコールの防止。 |
| 品質保証部門への共有 | 報告内容を工場の品質管理担当者(QA/QC)へリアルタイムで共有。 | 製造現場での原因調査。機器の摩耗や設定の微細なズレの特定。 |
| 製品仕様のアップデート | 多くのユーザーが使いにくいと感じるパッケージ形状や、粒の大きさなどを改良。 | ユーザー満足度の向上と、より安全で使いやすい製品への進化。 |
「たかが一人の意見」と思わずに声を届けることは、巡り巡って愛猫の食の安全を支えることになります。また、こうした消費者の声に対して、定型文ではなく具体的かつ科学的な根拠を持って回答してくれるメーカーは、それだけ自社の製造工程と品質に自信を持っている証拠です。
法的規制、企業の危機管理、そして消費者の監視。この三位一体の構造が、日本のキャットフード市場を世界でも有数の「安全なマーケット」に育て上げています。私たちが法律の仕組みを理解し、メーカーの姿勢を正しく評価することで、愛猫の食卓はより強固な安心に包まれることになるのです。
よくある質問(FAQ)
キャットフードの原材料の安全性はどのように確認されていますか?
原材料の安全性は、産地での「サプライヤー監査」と、工場入荷時の「水際検査」の二段構えで確認されています。まず、国際規格を保持し、動物福祉や環境に配慮した信頼できる供給元のみと契約します。さらに、工場に届いた原材料は、製造ラインに投入される前にカビ毒(マイコトキシン)、残留農薬、有害微生物(サルモネラ菌等)の化学的分析が行われます。これらの厳しい検査をクリアした「エリート食材」だけが使用される仕組みになっています。
「HACCP」や「ISO」を導入している工場で製造されていますか?
現代の主要なキャットフード工場の多くは、人間用の食品工場と同等、あるいはそれ以上の基準であるHACCP(ハサップ)やISO(国際標準化機構)の認証を取得しています。HACCPは製造工程内のリスクを科学的に監視・予防するシステムであり、ISOは組織全体で継続的に品質を改善する仕組みを保証するものです。これらの国際基準を導入している工場では、手順がすべて文書化され、誰が作業しても高い品質が維持される体制が整っています。
ペットフード安全法で義務付けられている検査項目は何ですか?
ペットフード安全法では、愛がん動物の健康に悪影響を及ぼす恐れのある特定の成分について、厳格な規格基準が設けられています。具体的には、酸化防止剤(BHA、BHT、エトキシキン)や、農薬、重金属、カビ毒といった有害物質の上限値が定められており、これを超える製品の流通は法律で禁止されています。また、製造・輸入業者は原材料の調達先や販売先を記録した「帳簿」の保存が義務付けられており、万が一の際にも迅速な追跡(トレーサビリティ)が可能なようになっています。
製造工程での異物混入を防ぐための仕組みはどのようになっていますか?
金属検出機、X線検査機、高性能光学センサーという3つの異なるテクノロジーを組み合わせた「多重防護」の仕組みが導入されています。金属片だけでなく、石や硬質プラスチック、骨などの非金属の異物もAIが瞬時に識別してライン外へ排除します。また、物理的な検査だけでなく、工場内を「陽圧化」して気圧を高く保つことで、外部からの埃や害虫の侵入を物理的にシャットアウトする環境管理も徹底されています。
まとめ
今回は、普段目にすることのできないキャットフードの製造工程と品質管理の仕組みを徹底的に解説しました。愛猫が毎日食べている「一粒」の背景には、以下のような緻密なサイエンスと管理体制が隠されています。
- 厳格な原材料管理:サプライヤー監査と入荷時の水際検査により、カビ毒や残留農薬を徹底排除している。
- 高度な製造技術:「エクストルーダー」による加熱殺菌や「レトルト加工」により、保存料に頼らない安全性を確保している。
- 国際基準の導入:HACCP、ISO、GMPといった国際規格に基づき、組織全体で品質を継続的に改善している。
- 多重防護の検査体制:X線検査機や工場の陽圧管理により、物理的な異物混入や微生物汚染をゼロに近づけている。
- 法的規制の遵守:「ペットフード安全法」による厳しい基準と、万が一の際のリコール体制が安心を支えている。
キャットフード選びにおいて、パッケージの「無添加」や「ヒューマングレード」といった言葉に惹かれるのは自然なことです。しかし、真に信頼できるフードとは、それらの言葉を支える「科学的根拠」と「徹底した現場管理」を備えたものです。メーカーが情報をどこまで透明化し、どのような基準で品質を担保しているかを見極めることこそが、愛猫の命を預かる飼い主としての最大の武器となります。
明日からフードを購入する際は、ぜひパッケージの裏面だけでなく、メーカーの公式サイトで「品質管理体制」や「HACCP/ISOの取得状況」をチェックしてみてください。あなたの知識に基づいた選択が、愛猫の健やかな毎日と、幸せな未来を形作ります。自信を持って、愛猫に「最高の一杯」を届けてあげましょう。

